Reliability
LOT-TO-LOT INSPECTION
 |
All 100% RMT manufactured TE modules and pass through detailed inspection. Lot-to-Lot control helps ensure the quality and reliability of individual lots. Results fixed at Specification to each lot that are available to customers. |
| RMT Test Lab. Visual Inspection |
 |
 |
|
| Electric parameters measurements | Vacuum testing. Maximal performance |

In many applications TEC is a critical component because it affects the temperature of the whole device, can have an effect on its correct operation, and impact on heat dissipation.
Any TEC must provide a long operation life time without failure. Usually the required operation time must be in a range of 200,000 hours and longer.
RMT produces TE modules with required operation lifetime of 200,000-300,000 hours.
RMT provides whole range of tests for TECs (and TEC sub-mounts): qualifications testing and lot-to-lot control to confirm high reliability.
QUALIFICATIONS TESTING
Qualification testing is based on requirements of Telcordia GP-468-CORE (Reliability Assurance for Optoelectronic Devices).
TEST METHODS
| Mechanical Shock |
The test must be performed according to MIL-STD-883K (Method 2002.5, Condition A/B). TECs are subjected to 500 g level shock for pulse duration of 1.0 ms or 1500 g level shock for pulse duration of 0.5 ms* both directions in a three axis (X, -X, Y, -Y, Z, -Z). * The choice of the test condition depends from the absence (A) or presence (B) of the attached mass on TEC cold side |
| Vibration | The test must be performed according to MIL-STD-883K (Method 2007.3, Condition A). TECs under the test are vibrated at variable frequency sequence (from 20 to 2000 Hz and back down 20 Hz) four times for each of the three axes (X, Y, Z) with peak acceleration 20g. |
| Shear Force | The test must be performed according to MIL-STD-883K (Method 2019.9). The failure criteria depend on summed area of the thermoelectric pellets. |
| High Temperature Storage | The test must be performed according to Telcordia GR-468-CORE, Ref.3.3.2.1, accelerated in concordance with Ref.3.1.4 for a minimum of 640 hours at the temperature 125°C in air. |
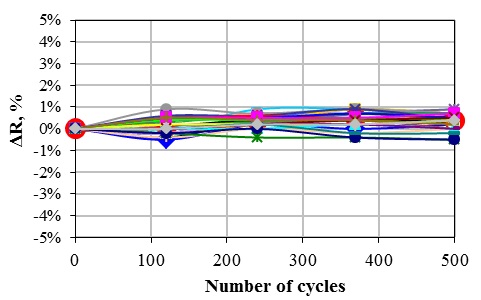
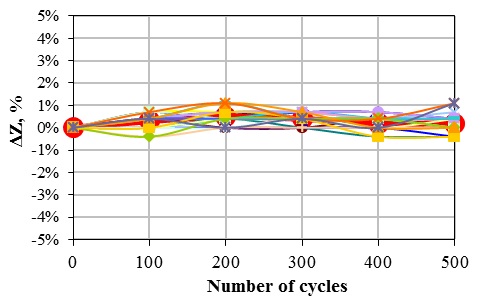
| Temperature Cycling | The test must be performed according to Telcordia GR-468-CORE, Ref.3.3.2.2. TECs are alternately exposed to temperatures of -40°C and +85°C with holding time of 10 minutes at each temperature. The test is carried out for 500 cycles. |
| TEC electrical and thermal parameters checking | Checking of the Umax, Imax, ΔTmax, Qmax TECs in vacuum at fixed hot side temperature 27°C should be done according to RMT technical conditions TU 8420-001-34609988. |
| Intermittent Life | The test must be performed according to MIL-STD-883K (Method 1006). The maximum operating current Imax is applied to TEC. The TECs must be cycled on and off for minimum of 5000 cycles at 85°C. The cycle duration is 1.5 minutes «ON» and 4.5 minutes «OFF». |
| Lead Integrity | The test must be performed according to MIL-STD-883K (Method 2004.7, Condition D). |
| Electrical resistance insulation | The test must be performed according to MIL-STD-883K (Method 1003, Condition D). |
|
|
-
SAMPLING PLAN
Sampling plan depends on application. Requirements of Telcordia GP-468-CORE standards are the most common. According to the GP-468-CORE a sample size corresponding to a Lot Tolerance Percent Defective Table (LTPD) of 10% is recommended at failure rate equal to zero (acceptance number C=0). It means SS=22 samples per test.
FAILURE CRITERIA
The suggested failure criteria for reliability tests are the following:
- - A change of 5% or higher in TEC Resistance
- - A change of 5% or higher in TEC Figure-of-Merit
- - A drop in the TEC‘s maximum cooling capacity below its specified rate at the maximum operating temperature when measured with the maximum load.
- - A drop in the TEC‘s cooling capacity below its specified rate for a given current and temperature when measured under the maximum load
-
TESTING
Depending on an application a set of the above test methods and sampling plan are the subjects of modification.
RMT provides standard qualification testing of producing TECs as well as special test programs according to customer demand. Particularly for TEC sub-mounts the special test programs are required.
Here are only examples of Qualification Reports:

